
Máquina soldadora de paneles de membrana Introducción de productos
En soldadora estándar de paneles de membrana está diseñado para la fabricación de alto rendimiento, con un Anchura de trabajo de 1600 mm y 4 sopletes utilizando avanzadas tecnología de soldadura por arco sumergido (SAW). Esta configuración es la preferida debido a su productividad excepcional, rentabilidad y cumplimiento de los límites de transporte. Sin embargo, ABK ofrece soluciones de soldadura totalmente personalizablesadaptándose a las necesidades específicas de anchura del panel, número de cabezales de soldadura (2-6 antorchas) y procesos híbridos SAW/MIG-MAGcon la tecnología líder del sector Sistemas PowerWave® de Lincoln.
1. Principales ventajas técnicas
① Sistema de soldadura de alta eficiencia
-
Sistemas SAW 4× Lincoln PowerWave® AC/DC Twin-Wire garantizar tasas de deposición ultra elevadas (≥28 kg/h por antorcha).
-
Ajuste continuo de la velocidad de soldadura (400-1200 mm/min) para un rendimiento optimizado en Espesores de panel de 3-12 mm.
-
Seguimiento automático de la costura (precisión de ±0,5 mm) garantiza una calidad de soldadura constante.
② Diseño estructural robusto
-
Bastidor modular de acero Q690 de alta resistencia con construcción sin tensiones para una durabilidad a largo plazo.
-
Guías lineales dobles HIWIN de grado C3 garantizar la fluidez, Precisión de posicionamiento de ±0,2 mm/m.
-
Sistema de sujeción hidráulico (21 MPa de presión) asegura firmemente los paneles durante la soldadura.
③ Sistema de control inteligente
-
Pantalla táctil Siemens SIMATIC HMI con Más de 50 perfiles de soldadura precargados para una configuración rápida.
-
Control en tiempo real de corriente/tensión de soldadura, recuperación de flujo y temperatura de la máquina.
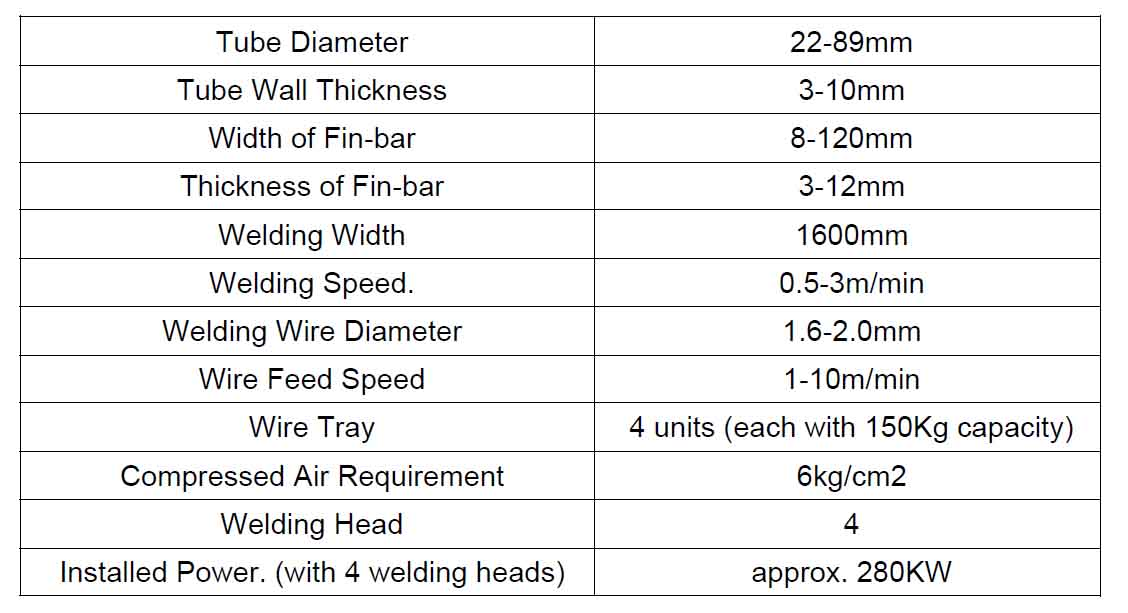
2. Especificaciones técnicas estándar
| Parámetro | Especificación |
|---|---|
| Espesor del panel | 3-12 mm |
| Proceso de soldadura | Sierra de doble hilo |
| Diámetro del alambre | 2,4 / 3,2 mm (opcional) |
| Capacidad de potencia | 4×650A (ciclo de trabajo 100%) |
| Presión atmosférica | 0,6 MPa, 200 L/min |
3. Personalización y actualizaciones de automatización
-
Anchura de trabajo ampliada (hasta 2500 mm) para fabricación de paneles a gran escala.
-
Soldadura híbrida (SAW + MAG) para compatibilidad multiproceso.
-
Robot de carga automatizado (500 kg de carga útil) reduce la manipulación manual.
-
Inspección AI Vision para detección de defectos de soldadura en tiempo real.
-
Cuadro de mandos digital integrado en MES para análisis de la producción.
4. Beneficios económicos y operativos
-
400% mayor eficiencia frente a la soldadura manual.
-
15-20% ahorro de material con optimización consumo de fundente e hilo.
-
70% reducción de mano de obra-sólo Se necesita 1 operario por turno.
-
ROI ≤8 meses en operaciones en dos turnos.
5. Aplicaciones industriales clave
-
Centrales eléctricas: Soldadura de paneles de pared de agua para calderas.
-
Recipientes químicos: Fabricación del diafragma del compartimento.
-
Construcción naval: Montaje del panel mamparo.
-
Construcción de acero: Soldadura del sustrato del muro cortina.
ABK máquina de soldadura de paneles de membrana integra tecnología SAW de vanguardia, automatización modular y controles inteligentesconvirtiéndolo en el la elección preferida para aplicaciones de soldadura de precisión y alto rendimiento.
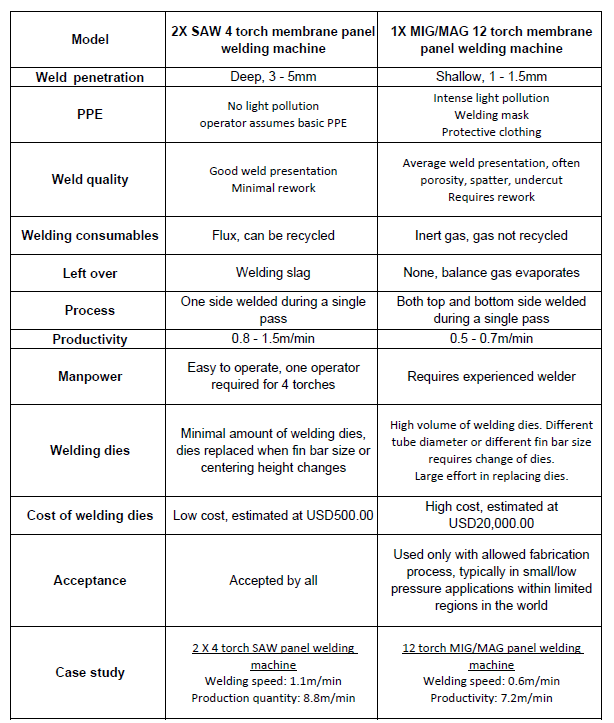
Tabla comparativa entre SAW y MIG/MAG que esperamos le ayude a decidir mejor su inversión
Resumen del pliego de condiciones
Sistema de soldadura de paneles de membrana
Una línea básica de producción de paneles de membrana consta de 4 equipos básicos. Estos son:
- Soldadora de paneles de membrana
- Calibradora de barras de aletas
- Pulidora de tubos
- Máquina curvadora de paneles
Introducción
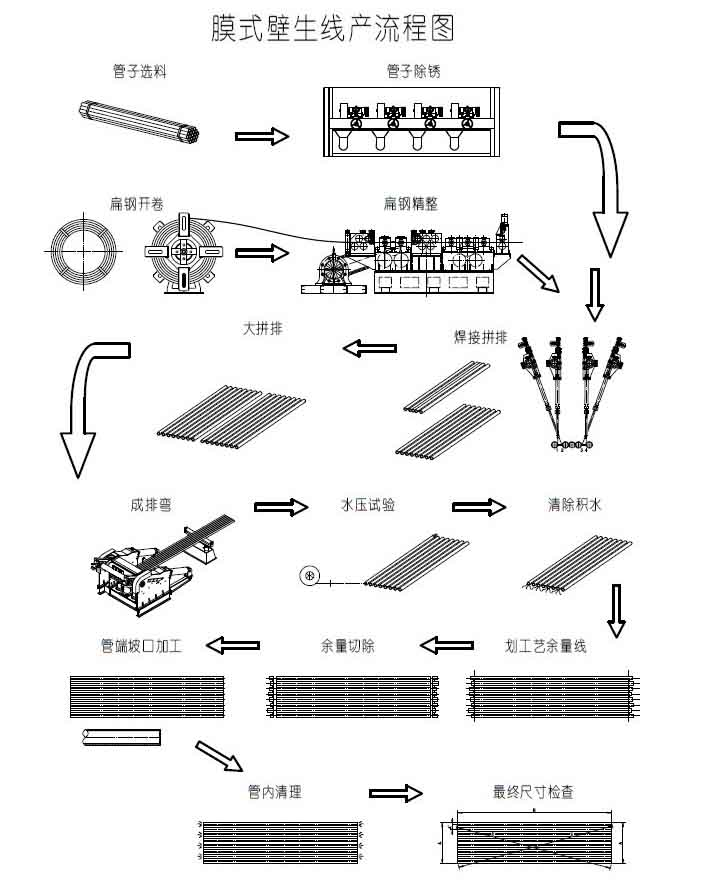
1) Los primeros pasos son i) Los tubos se protegen contra el óxido y la corrosión mediante una capa protectora, lo que prohíbe la soldadura y obliga a "limpiarlos" mediante pulido o chorro de arena. ii) Las barras de aletas deben calibrarse o dimensionarse para lograr la consistencia deseada en la dimensión final de un panel.
2) A continuación, el tubo pulido y la barra de aletas entran en la máquina de soldadura de paneles para ser unidos mediante soldadura.
Un ejemplo de la secuencia típica de soldadura de un panel de membrana de 10 tubos.
i) Los pares son conjuntos y acumulados. Es esencial tener en cuenta: a) Siempre maximizar las 4 antorchas cuando sea posible para la máxima eficiencia. b) Para minimizar el cambio en el ajuste de la máquina.
Primer paso
- Las parejas se unen de esta manera O–OO–O utilizar las 4 antorchas de la soldadora
- Acumular múltiplos de O-O
Segundo paso
- Con los pares completados O-O, toma 3 pares y júntalos convirtiéndolos en 6 como se ve aquí O-O–O-O–O-O sigue utilizando las 4 antorchas de la soldadora
Tercer paso
- Con el panel de 6 tubos completado O-O-O-O-O-O, unir a él 2 pares completados del paso uno. Aún así, estamos utilizando las 4 antorchas de la soldadora
- O-O–O-O-O-O-O–O-O Ahora tenemos un panel de 10 tubos.
¡¡¡Recuerda siempre!!! Para evitar la distorsión, es importante mantener una entrada de calor equilibrada. Para conseguirlo, en primer lugar mantenemos las 4 antorchas a la misma corriente y tensión de entrada y, en segundo lugar, soldamos siempre a la misma distancia.
Panel de 8 tubos
Para un Panel de membrana de 8 tubossiga estos pasos manteniendo igual espaciado entre componentes:
- Pasos 1 y 2:
- Completar la alineación inicial de tubos y barras de aletas según el procedimiento estándar.
- Paso 3 (Modificado para 8 Tubos):
- En lugar de emparejar tubos, coloque un solo tubo y una barra de aletas en ambos extremos exteriores de la estructura base de 6 tubos.
- Configuración final: O─O─O─O─O─O─O─O─O (8 tubos espaciados uniformemente).
Análisis de la capacidad de producción
Nuestra Panel de membrana de 4 antorchas soldador entrega:
✔ Operarios con experiencia: Más de 1.000 metros de soldadura por turno de 8 horas
✔ Nuevos operadores: ~500 metros (la eficacia mejora con el entrenamiento)
Referencia del sector
- Los grandes fabricantes de calderas suelen operar 8-10 máquinas de soldarpara la producción en masa.
¿Cómo se coloca una barra de aletas durante el proceso de soldadura?
Esta es una pregunta que me hacen mucho, discutámosla un poco.
Existen principalmente 2 métodos comúnmente vistos o utilizados en la industria. Consulte la imagen siguiente:
Método 1
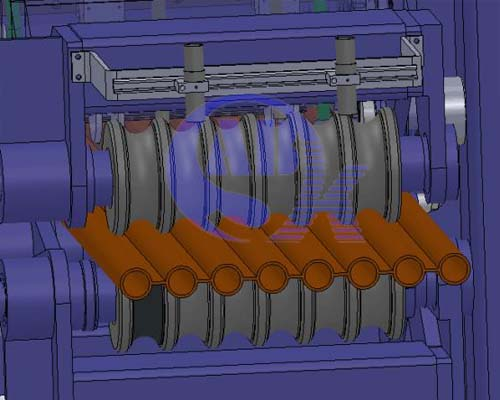
Normalmente se instalan dos conjuntos de matrices/moldes en la parte delantera y trasera para mantener en posición el tubo y la barra de aletas. Esto colocaría la barra de aletas en la posición exacta deseada durante el proceso de soldadura. Sin embargo, cada cambio de diámetro del tubo, anchura de la barra de aletas o grosor de la barra de aletas requeriría una sustitución o cambio exhaustivo de las matrices. Esto puede ser un proceso tedioso y largo, a menudo muy caro. Tal vez para los fabricantes de un diseño fijo, sin pedidos personalizados ni cambios de diseño, no sería necesario cambiar dichas matrices.
Método 2

Nuestro innovador sistema de alineación de barras de aletas de cambio rápido garantiza la precisión al tiempo que ofrece una flexibilidad inigualable:
- Herramientas intercambiables (componentes amarillos)
Troqueles superior e inferior:
- Diseño desmontable/sustituible para una rápida adaptación
- Mecanizado estandarizado para una producción rentable
2.Estructura de soporte multipunto
| Componente | Función | Ajustabilidad |
| Placa calza inferior | Fija la barra de aletas altura | Grosor sustituible (pasos de 0,5 a 5 mm) |
| Anillo guía superior | Controla alineación vertical | Mecanismo de sujeción ajustable por deslizamiento |
| Ruedas de rodillo | Admite variaciones de anchura (2x soporte) | Cambio rápido para diferentes anchos de aleta |
- Personalización rentable
Matrices completas para todos los tamaños estándar: $200-500 por juego
Variantes típicas en stock:
- Diámetros de tubo:25 mm, 38 mm, 50 mm
- Anchura de las aletas:10 mm, 15 mm, 20 mm
- Grosores: 5 mm, 2 mm, 3 mm
Ventajas operativas
✅ <5 minutos de cambio entre perfiles de barras de aletas.
✅ Cero retrasos en el mecanizado: matrices prefabricadas para especificaciones comunes.
✅ Posicionamiento a prueba de errores: elimina la medición manual.
Estrategia de inventario recomendada
Para una flexibilidad de producción 24/7, mantenga:
- 3x anillos superiores (tapa 90% de diámetros de tubo)
- 5x placas de calce (0,5mm/1mm/2mm/3mm/5mm)
- 2-3 juegos de ruedas de rodillos (adaptadas a la anchura de las aletas)


